
Have you ever picked up a piece of jewelry and wondered how it made the journey from raw metal to bejeweled object d’art in your hand? Many people think it requires a lot of hammering and heating. And yes, some of that exists — but the actual process is much more layered, technical and quietly fascinating than most people know.
Whether you are a brand owner looking to source pieces, a jewelry lover wanting to know what it is that you are buying or just someone curious about how manufacturing actually works, this guide walks the entire process of how jewelry is made — from the first sketch through all the way through until the final polish. We’ll also cover more than just the basics, elaborating on aspects that other articles don’t touch with a ten-foot pole — like what actually makes something waterproof, why two rings can look identical but have drastically different lifespans and how modern factories approach quality control.
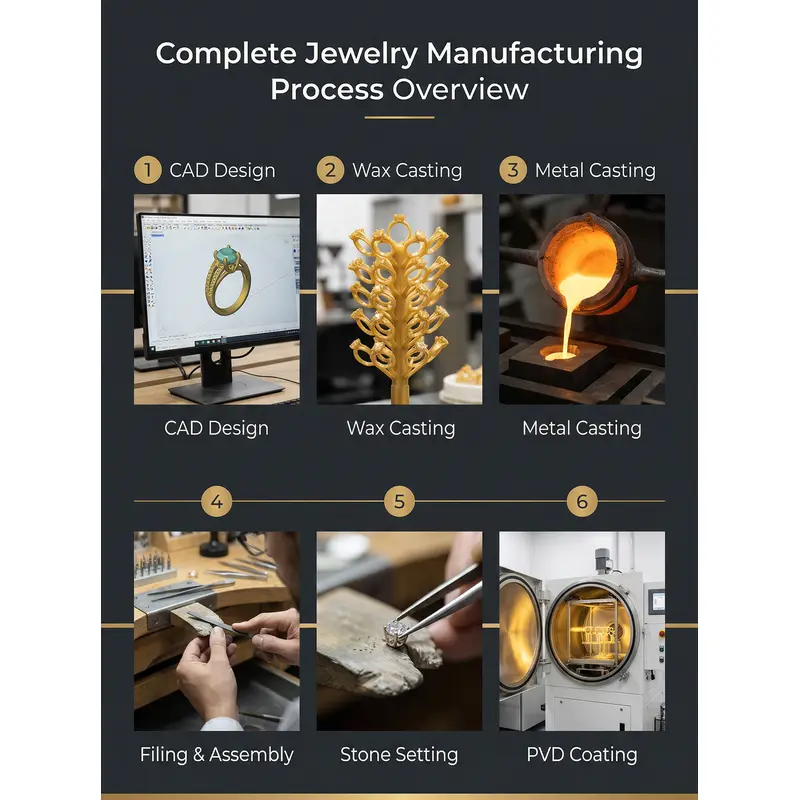
Step 1: Design — Where Every Piece Starts
For, before any metal is affected, there must be a design. Centuries ago, a jeweler would sketch with pen and carve by hand, completely. With CAD (Computer-Aided Design) software, most professional manufacturing starts here today. Through programs including 3Design, Rhinoceros or Matrix, designers can create an accurate 3D digital replica of the piece to the millimeter.
This is more important than it sounds. A CAD file is more than a design aesthetic — it outlines every measurement, wall thickness, prong angle and stone seat. A poorly designed file produces hollow shanks, stones that tumble out or castings that split. Some of the best CAD designers working in the industry were bench jewelers, and they know the physical practicalities of metal; for instance, they understand that a prong smaller than 0.35mm will fail with daily wear.
Approved CAD files are sent to a 3D printer, which creates a resin or wax model. This prototype can be held, fit tried on and inspected before a gram of precious metal is spent. Professional manufactures will most likely iterate the model one to two times before getting moving.
Hand Carving: Still Alive and Still Useful
Some jewelers — particularly in cases of one-off or highly organic designs — still prefer hand-carved wax models. You end up with shapes and surface textures that CAD software finds difficult to reproduce organically. Nature-inspired pieces, custom sculptural pendants and some fine art jewelry still employ this method. The two approaches aren’t mutually exclusive, and factories frequently combine them — creating a base on computers and then hand-carving detail adjustments.
Step 2: Molding and Wax Injection
After the master model is approved, it is used to make a rubber mold. Liquid rubber is poured around the model and vulcanized (hardened by heat), to create a flexible negative impression. That rubber mold is what enables a factory to replicate the same design again and again, hundreds or thousands of times, with consistent results.
Controlled pressure induced hot wax movement into the rubber mold. The wax solidifies inside, before being carefully pried out — a tricky step to avoid pulling apart delicate features. Each wax copy is a perfect copy of the original model and will become a piece of jewelry.
These are then grouped together on the same central wax rod — called a sprue — so that they look like tree branches. This “wax tree” arrangement allows an entire batch of pieces to be cast at the same time, making the process economical for both small runs and big production runs.
Step 3: Lost-Wax Casting — Turning Wax Into Metal

Lost-wax casting is one of the ancient manufacturing methods in human history — it goes back more than 5,000 years. Today’s version applies the same principles, only with vastly better gear.
The wax tree is packed into a metal flask and covered in investment, plaster-like material that hardens around the wax. After that, the flask is placed in a high-temperature burnout oven, where the wax melts and completely burns away, leaving behind a hollow cavity in the hardened plaster — an exact negative of every piece on the tree.
When the mold is still hot, melted metal (gold, silver, brass, stainless steel or platinum) is poured or injected into the cavity depending on the design. Plants use either centrifugal casting machines or vacuum casting machines — gravity or suction feeds the metal into every detail of the mold. After cooling, the investment plaster is cracked off leaving a metal tree with rough castings of your jewelry pieces.
This step conditionally depends on three things— the temperature of metal, mold and injection speed. Miss on any of those and you get porosity (little holes inside the metal), incomplete fills or cracked pieces.
What About Stainless Steel Jewelry?
Stainless steel has emerged as one of the most popular materials in modern fashion jewelry — especially for waterproof, everyday-wear styles — but it cannot be cast the way gold and silver are. Stainless steel melts at a higher temperature, and its performance under heat is different. Much stainless steel jewelry, conversely is still more commonly made via lost-wax investment casting with vacuum induction melting or it is straight cut using CNC machining (computer-controlled cutting) for less complex geometric shapes. Both require more precise equipment than standard casting of gold. At HonHo Jewelry, we specialize in stainless steel production with dedicated manufacturing lines for each client, ensuring there is no cross-contamination between materials or finishes.
Step 4: Cleaning, Filing, and Refining the Raw Casting
Fresh castings bear no resemblance to finished jewelry. They are still on a metal sprue and covered in investment plaster residue, rough surfaces with tiny imperfections known as casting flash. This is the part where talented bench jewelers make their living.
The individual Components get broken out from the sprue. Each piece is filed, sanded and refined by hand. Bench jewelers rely on a variety of tools — files, flex-shaft rotary tools, ring mandrels and abrasive wheels — to refine the piece into its intended shape and smooth its surfaces. Depending on complexity, this process takes anywhere from 20 minutes to several hours per piece.
Some pieces are also assembled at this point. Also here, a ring with two pieces, the head (the top part that holds a stone) and shank (the band), is soldered together. Attachments such as clasps, jump rings or bail loops are also added. Laser welders offer super-clean, reliably strong joins and are now standard equipment in quality jewelry factories.
Step 5: Stone Setting — The Most Skill-Intensive Stage

If you poll experienced jewelers about which step is the one that separates good jewelry from great, most will tell you it’s stone setting. It is the most customer-facing stage, and craftsmanship matters more at this stage than at others.
There are several main stone-setting styles used in manufacturing:
- Prong (claw) setting: Metal prongs hold the stone from the sides. Permits the most light to enter the stone. Standard for solitaire rings.
- Bezel setting: A rim of metal encircles the edge of the stone. Very secure. Popular for everyday wear.
- Pavé setting: Small stones placed close together are held by small metal beads. Extremely labor-intensive. Every stone must be precisely matched in size.
- Channel setting: Stones are set next to one another in a groove cut into the metal. Clean, modern look. Requires precise spacing.
- Tension setting: The stone appears to hover, held solely by the spring tension of the metal band.
Professional stone setters work under magnification — commonly a microscope for micro-pavé work — and use specialty tools called gravers and pushers to fashion small amounts of metal around each stone. A master setter setting micro-pavé may set 50 to 100 stones in a day. Even a degree off in the angle of that seat can send the stone sitting crookedly or popping out under pressure.
Step 6: Polishing and Surface Finishing
Polishing is not just cosmetic. The surface finish affects how a part interacts with light, its scratch resistance and how long it will stay clean over time.
Clearing the file marks on most pieces is not done with 40-grit sandpaper or even a grinding wheel for instance, but with several different levels of polishing: first comes rough wheels, then progressively much finer compounds, finishing with unfiled buffing wheels using polishing paste. Factories commonly employ magnetic tumblers or vibratory finishing machines to polish chain and small parts in bulk — thousands of pieces are tumbled with abrasive media and cleaning solution, emerging uniformly smooth.
It should also be noted that surface finishes are not restricted to high gloss. Depending on how the design brief reads, jewelers are free to apply:
- Brushed (satin) finish: Fine, parallel scratches give a matte, soft appearance. Often seen in minimalist and men’s jewelry.
- Hammered finish: An irregular dimpled texture, produced with a ball-peen hammer or machine die.
- • Sandblasted finish: Ultra-matte surface achieved by blasting fine particles against the metal.
- Doctor shine: Excellent, reflective surface that needs several polishing steps.
Step 7: Plating and Protective Coatings — The Part Most Articles Get Wrong
This is the step that makes the real difference between cheap jewelry and quality jewelry, and it’s also the step most people know least about.

Traditional Electroplating
The most common method: the piece is dipped into a chemical bath of dissolved metal ions (gold, silver, rhodium, rose gold), then an electric current is applied. Metal coats the surface in a thin layer. The result can be beautiful looking — but traditional electroplating layers are usually only 0.05–0.5 microns thick. With regular contact, sweat or exposure to water, they can flake, tarnish and wear through relatively quickly.
PVD Coating: The Technology Behind Long-Lasting Jewelry
Physical Vapor Deposition (PVD) is a vacuum-based coating process that offers completely unique results. It mounts the jewelry inside an airtight vacuum chamber. A target material — titanium nitride (TiN), gold or other metals — is vaporized with high energy. The vaporized particles cross the void and bond directly to the jewelry surface on an atomic level, creating a 0.03–0.1 micron thick coating that is literally harder than steel.
The main difference is, the titanium nitride (TiN) intermediate layer. That thin layer lies between the stainless steel base and colored finish. TiN is a notoriously hard industrial coating — the same gold-colored coating found on expensive drill bits and surgical instruments. It creates a barrier that is:
- Varied high-performance materials that are sweat and body chemistry resistant
- Waterproof and moisture-resistant
- Scratch and abrasion resistant at a level no electroplating can match
- Now safe for sensitive skin, non-toxic and hypoallergenic
- Avoids cyanide and other heavy metal chemicals found in some electroplating baths
At HonHo Jewelry, offer 0.5-micron thick titanium nitride plating on stainless steel products, like we do here at HonHo Jewelry, where our in-house PVD Vacuum Plating factory applies a suitable protective layer and backs it with a 24-month warranty on the plating. That’s the reason our pieces can be worn in the shower, at the gym and throughout everyday life without tarnishing — it’s not a marketing claim; it’s a physical property of the coating itself.
Whether a manufacturer has PVD in-house or send for plating can help verify this claim. Outsourced plating adds thickness and quality variables not found with in-house control.
Step 8: Quality Control — How Factories Decide What Ships
This is the step that most “how is jewelry made” articles under-document. A QC process is not one person who looks at a tray of finished pieces. In a real manufacturing operation, there are quality checks at several points in the production line.
Here is what rigorous QC actually looks like:
- Incoming material verification: Metal alloys are assayed (chemically tested) to ensure purity. Before gemstones go into production, they are tested against specifications.
- Inspection after Casting: Each casting is inspected for porosity, incomplete fills and dimensional accuracy against CAD file.
- Stone setting check: A microscope view inspects each stone individually to make sure it is secured correctly, angled properly and does not contain chips or cracks. A push tool is used to test stones for resistance to movement.
- Plating thickness measurement: An X-ray fluorescent (XRF) device can measure the exact thickness of the plating in several places on the piece.
- Salt spray testing: Items are placed in a chamber that blasts them with a saltwater mist for 24–48 hours, replicating months of real-world use. That exposes any weakness in the coating — or base metal — before it ever reaches a customer.
- Wear life: For links and clasps, tensile testing applies a controlled force to determine the load at which a piece fails; designers ensure it exceeds street strain.
In-house lab of HonHo conducts 48 hour salt spray chamber test with quality pass rate as 99.2% We now also have defect rates of under 0.5% across production — a number that matters a lot when you are ordering thousands of units.
The Making of a Necklace Chain: A Process Most People Have Never Seen
Chains both deserve their own section and are the exception that proves all other rules of thumb — they’re not cast, they’re built link by link through a process entirely alien from that above.
It begins with wire drawing: a solid chunk of metal through a succession of smaller and smaller dies in a drawing machine until the exact gauge required is achieved. With every pass through the die, the metal grows longer, thinner and harder (a phenomenon known as work hardening).
The wire is then fed into an automatic chain-making machine — a marvel of machinery that bends, cuts and links wire at hundreds of links per minute. Different machines make different styles of chains: Figaro, rope, curb and Singapore and box chains. Each requires its own tooling.
For closed-link chains, the machine solders each link shut as it forms. For premium gold chains, the links are then plated, tumbled to create plump surfaces and handset link by link for consistency. At the end of this process, even with automation, you need a good eye at hand — a tiny flaw in link alignment or soldering can affect both aesthetics and strength.
The Environmental Side of Jewelry Manufacturing

These are among the subject matter having more than cursory merit when it comes to purchase consideration, and one worth getting at from a manufacturing (versus marketing) level.
The jewelry industry has been a common environmental villain — gold mining especially produces widespread land disturbance and chemical use. At the the manufacturing phase, some important environmental aspects are:
- Recycled metals: The best jewelers use recycled gold, silver and stainless steel to lessen the need for mining. Request documentation — a material spec sheet that notes recycled content percentage.
- Chemical Handling: Many aspects of traditional electroplating can involve cyanide compounds and heavy metals; PVD plating produces no liquid chemical waste and is a much cleaner process.
- Recycling of surplus material: Metal shavings from CNC machining and casting sprues should be saved, sorted, and put back into the metal supply chain. Lean production systems eliminate waste at every point.
- GRS-certified gemstones: The Global Recycled Standard (GRS) certification shows that recycled materials in a product meet defined criteria. This is ever-more applicable to lab-grown gemstones and recycled settings.
HonHo Jewelry has passed SMETA, GRS, and REACH inspections and holds the corresponding certificates. Our production system includes a comprehensive surplus-material recycling mechanism that sorts and reuses production waste, reducing both environmental impact and production cost. Learn more about our sustainable jewelry manufacturing practices.
How to Tell If Jewelry Was Made Well (Without a Lab)

This is one of the most common questions on Reddit and jewelry forums, and it rarely gets a practical answer. Here are the signals professionals look for:
- Weight: Quality jewelry has consistent weight for its size. A ring that feels suspiciously light may have a scooped-out shank (metal removed from the inside to cut cost).
- Prong uniformity: Look at stone settings with a loupe or magnifying glass. Prongs should be the same height, the same width, and symmetrically placed. Uneven prongs indicate rushed setting.
- Seams and solder joints: Run your finger along the inside of a ring or the back of a pendant. You should not feel a ridge or bump at any joint. Visible solder blobs indicate poor finishing.
- Plating consistency: Under bright light, check that the color is uniform across all surfaces. Patchy plating reveals poor pre-cleaning or irregular coating thickness.
- Clasp function: A quality clasp should click securely and release only with deliberate pressure. Loose, sticky, or wobbly clasps are a red flag regardless of how the piece looks.
- Hallmarks: Look for metal purity stamps (925 for sterling silver, 750 for 18K gold, 316L for surgical-grade stainless steel). A manufacturer who does not hallmark their pieces often has something to hide about the alloy.
Working With a Jewelry Manufacturer: What to Expect
If you are a brand owner or retailer who is considering working with a jewelry manufacturer directly, the process is easier than it sounds. For a typical custom order, here is an accurate timeline:
- Day 01. Send us your design reference, materials brief and quantity needed. At HonHo, this first consultation lasts a day.
- Days 1–2: Your manufacturer produces CAD renders for your approval. That’s normal at this stage, though.
- 1 hour: You have a fully formatted quote with unit cost, setup cost (for molds), and lead time.
- Days 3–5: Build the mold, make wax samples.
- Days 7–20: Physical samples produced. You validate, sign off or request changes.
- 25–35 Days: Completion of full production run. Please note that they issue inspection reports prior to shipping.
HonHo provides a low minimum order quantity of 50 pieces per style (a rarity for a manufacturer with our capabilities). We offer end-to-end production solutions, including bespoke jewelry for brands of varying sizes, from indie start-ups to established global retailers. Our in-house team of 5 designers release new designs every year gathering more than 500 new shapes and models, wherein we provide free CAD & 3D rendering services.
Whether you’re ready to bring an already established design to life — or need a manufacturing partner for your current line — reach out to the team at HonHo for a consultation and sample quote. With 16+ years in the industry and a client base of over 500 global brands, we have the experience and more to help you.
Frequently Asked Questions
Step by step procedure of making jewelry The key steps are:
(1) CAD design of hand carved wax model, (2) rubber mold and wax copies injection, (3) making a wax tree, investing in plaster, (4) lost-wax cast with molten metal, (5), cleaning filing and assembling raw casts,(6), stone setting; (7) polishing and surface finishing;(8), plating(electroplating or PVD coating). QC checks iterate at every stage.
The most common manufacturing materials for jewelry are:
Gold alloys (9K, 14K + 18K), sterling silver (925), brass and stainless steel (316L) are the most widely used base metals. Because of its resistances to tarnishing, water and sweat, stainless steel with PVD coating has become the industry standard for inexpensive, durable everyday jewelry. Gemstones include diamonds and sapphires as well as lab-grown stones and high-quality cubic zirconia.
What is lost-wax casting | jewelry business Making?
Lost-wax casting is where you make a wax model of the jewellery, encase it in plaster (investment), then burn out the wax in a kiln so that you are left with a hollow mould, which is then filled with molten metal. This technique is the most common method for manufacturing fine jewelry designs and has been utilized, in various forms, for more than 5 thousand years.
How Is PVD Coating Different from Gold Plating?
Gold is deposited on the metal base via traditional electroplating, which relies on an electric current in a chemical bath to deposit a thin layer (usually 0.05–0.5 microns) of gold onto it. The PVD (Physical Vapor Deposition) coating also employs a vacuum chamber and bonds the metal particles on an atomic level, resulting in a harder, more durable coating that resists scratching, sweat and water much better. PVD-coated jewelry comes with a warranty ranging from 1 to 2 years for daily use and standard plated jewelry can wear through considerably quicker than that.
How much time does it take to make a piece?
So, one custom piece from design approval to sample finished should take around 7–20 days in a nice factory. Mass production (for orders of hundreds to thousands) usually takes 25–35 days after approval of the sample. Very complex pieces with a complicated stone set or hand-engraving can take longer.
How is waterproof jewelry made?
Waterproof jewelry is an alloy of corrosion-resistant base metal (316L stainless steel around 80 per cent) and a PVD coating with titanium nitride (TiN) barrier layer. TiN is chemically inert, physically durable and impermeable to moisture and body chemistry. This keeps not only the base metal reactive to water, sweat, or mild chemicals from becoming a problem but also the finish itself. The only valid criterion for waterproof jewelry should be a 48-hour salt spray chamber test to verify how well it protects.
How is handmade jewelry different from mass-produced jewelry?
Handmade jewelry (per the legal definition provided by the FTC) is made entirely by hand labor and manually controlled methods — no die-striking or casting from duplicate molds. Each piece is truly unique and bears the small imperfections that come from human manufacture. It employs rubber molds, automated casting and machine polishing to create uniform pieces at less cost. Neither is objectively superior — handmade means one of a kind, while well-made factory jewelry provides evenness and reliability when materials are on lock and quality controls are rigorous.
How can I tell if a jewelry manufacturer is reputable?
Here are key indicators of a trustworthy manufacturer: certification (ISO 9001 or SMETA) in-house testing facilities for salt spray and XRF plating thickness, the ability and willingness to provide material specification sheets, defect rates below 1% are the best benchmark, sample process with client approval before production transparency, documented quality control reports. An additional layer of assurance is visiting the factory — or reading third-party audit reports.

Best Waterproof Jewelry: The Only Guide You’ll Ever Need
You buy a necklace you love. You wear it to the beach, don’t bother taking

Brass Jewelry Wholesale: The Complete Buyer’s Guide 2025
You’re not the only one looking to add brass jewelry wholesale to their inventory and

Custom Necklace: The Complete Guide to Ordering Wholesale for Your Brand
If you have ever looked up a custom necklace manufacturer and found yourself more baffled